



 扫一扫
扫一扫
1) 中埋式可注浆止水带可在现场采用热焊法或热硫化法对接,使止水带搭接缝质量安全可靠。
2) 可以通过预先设置的注浆导管来进行渗漏水检测,如果因为止水带质量或施工质量等原因,造成施工缝渗漏水,可通过注浆管进行注浆修补,使施工缝/变形缝的防水质量安全可靠耐久,可检测、可修补。
3) 止水带上设有安装孔,便于现场安装及准确就位。注浆管可重复使用,检测修补操作简单,避免传统的钻孔注浆修补,效果好,费用低,操作简易,经济实用。
在施工中,在混凝土浇注过程式中把橡胶止水带部分或全部浇埋在混凝土中,如果混凝土中有许多尖角的石子和锐利的钢筋头,由于橡胶的撕裂强度比拉伸强低3-5倍,因此一旦被刺破或撕裂时,不需很大外外力裂口就会扩大,所以在止水带定位和混凝土浇捣过程中,应注意定位方法和浇捣压力,以免止水带被刺破,所以在止水带定位和混凝土浇捣过程中,应注意定位方法和浇捣压力,以免被刺破,影响止水带的防水效果,具体注意事项如下

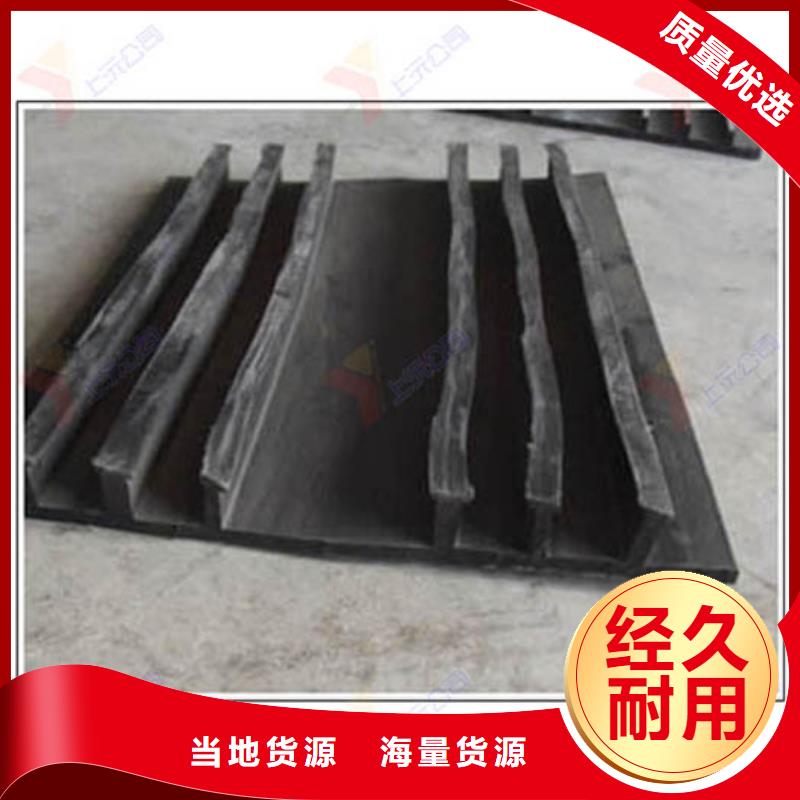
外贴式止水带价格—外贴式止水带规格、常用规格、300*8 -350*8- 400*8 该止水材料具有良好的弹性,耐磨性、耐老化性和抗撕裂性能,适应变形能力强、防水性能好,温度使用范围为-45℃-+60℃。当温度超过70℃,以及橡胶止水带受强烈的氧化作用或受油类等有机溶剂侵蚀时,均不得使用橡胶止水带。


在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。



上沅工程技术有限公司主要经营产品: 庆阳球形钢支座、等。公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量是di yi工作”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登巅峰,超越自我”的精神。


技术支持:cdlgp.com